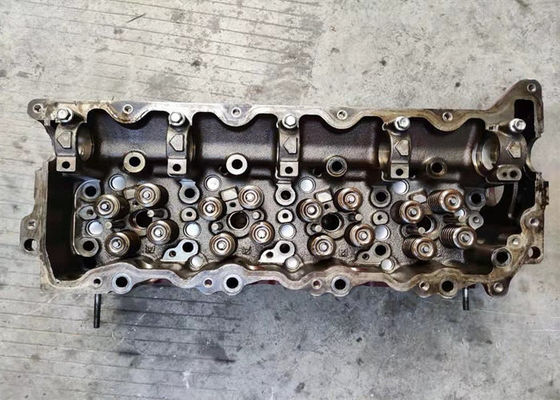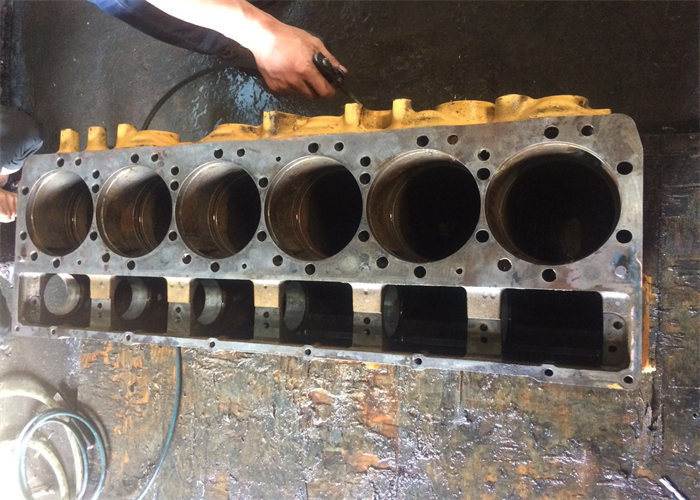

Khối động cơ sử dụng diesel C13 cho máy đào E349D E349F làm mát bằng nước
Sự chỉ rõ
| Tên xe: Khối xi lanh động cơ |
| Số mô hình: C13 |
| Loại động cơ: Diesel |
| Ứng dụng: Máy xúc |
| van: 24 van |
| Làm mát: Làm mát bằng nước |
| Tiêm: Điện |
| Hình thức làm việc: Turbo |
Sự miêu tả
Hàn phun lửa
Một kỹ thuật khác để sửa chữa các vết nứt trên đầu và khối gang là hàn bột (phun) bằng lửa.Hàn phun ngọn lửa nhanh hơn và dễ dàng hơn so với hàn lò, đồng thời có thể tạo ra các sửa chữa lâu dài và mạnh mẽ giống như hàn lò.Đầu vẫn phải được làm nóng trước và làm nguội chậm sau khi vết nứt đã được lấp đầy.
irontite_tapered_plugs_2 Đuốc phun lửa có một phễu hoạt động bằng kích hoạt để nạp bột niken vào ngọn lửa.Khi bột tiếp xúc với ngọn lửa, nó sẽ tan chảy và chảy ra hai bên của vết nứt để lấp đầy khu vực sửa chữa.Quá trình này tương tự như hàn nhưng kết quả sửa chữa mạnh hơn nhiều so với hàn.Bột có thể được sử dụng để lấp đầy các lỗ và vết nứt, cũng như để đắp các ghế van bị mòn hoặc bị hư hỏng.
Đầu nhôm hàn TIG
Các vết nứt trên đầu nhôm thường được sửa chữa bằng cách hàn TIG sử dụng khí argon hoặc đôi khi là khí heli.Cần có tấm chắn khí trơ vì nhôm tạo thành lớp phủ oxit khi nó tiếp xúc với không khí.Lớp phủ oxit có thể làm nhiễm bẩn mối hàn và ngăn không cho thanh phụ nung chảy với kim loại xung quanh.Dòng điện xoay chiều được sử dụng để luân phiên đốt nóng kim loại và đốt cháy mọi oxit tạo thành.Giống như gang, nhôm nên được làm nóng trước khi hàn.Nhưng với nhôm bạn chỉ cần làm nóng trước ở nhiệt độ 350 đến 450 độ F.
Nhôm dẫn nhiệt nhanh hơn nhiều so với gang vì vậy điều quan trọng là phải giữ ấm cho đầu trong khi hàn.Các kỹ thuật hàn khác nhau, nhưng ý tưởng cơ bản là làm nóng chảy kim loại xung quanh và lấp đầy vết nứt bằng kim loại nóng chảy và que hàn.Mối hàn chắc nhất đạt được bằng cách sử dụng một thanh phụ phù hợp chặt chẽ với hợp kim trong quá trình đúc.Hai thanh phụ hoạt động tốt là # 4043 và # 5356 với 5% magiê.Loại điện cực được sử dụng trên máy hàn TIG cũng có thể tạo ra sự khác biệt.Điện cực vonfram thori hoạt động tốt với nhôm, nhưng điện cực vonfram zirconium (đắt hơn nhiều) được coi là irontite_tapered_plugs_3 tốt nhất.
![]()
![]()