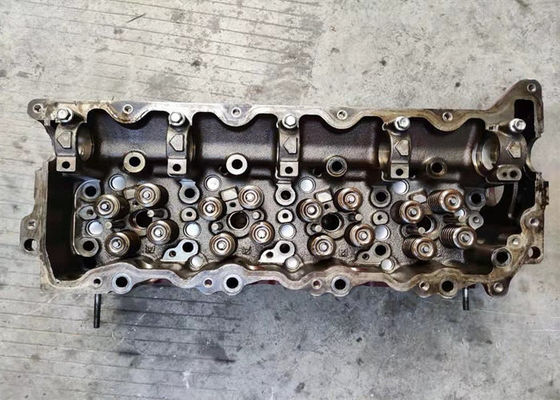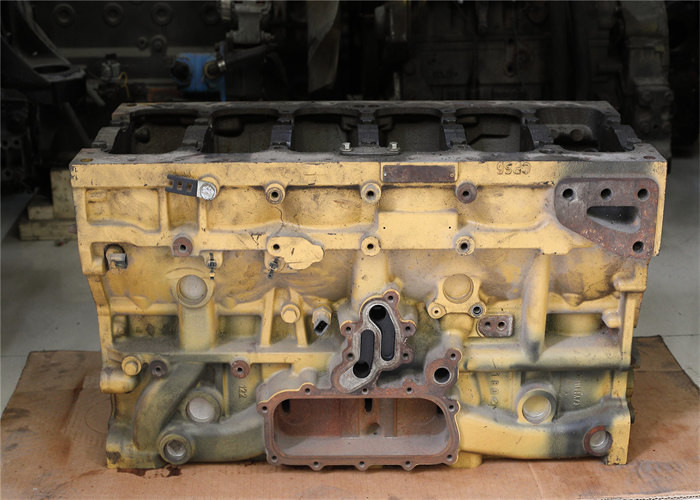
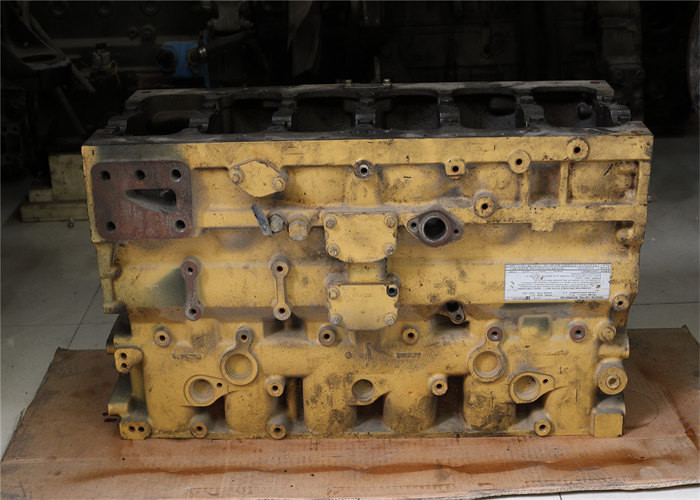
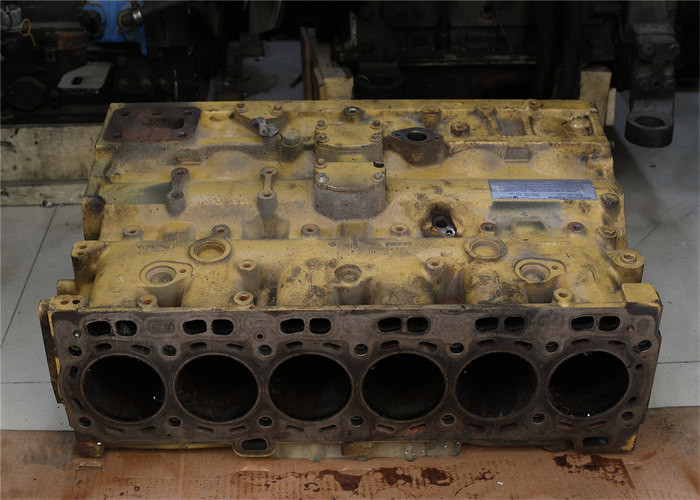
Khối động cơ sử dụng diesel C6.6 cho máy đào E320D E320D2 làm mát bằng nước
Sự chỉ rõ
| Tên xe: Khối xi lanh động cơ |
| Số mô hình: C6.6 |
| Loại động cơ: Diesel |
| Ứng dụng: Máy xúc |
| van: 24 van |
| Làm mát: Làm mát bằng nước |
| Tiêm: Điện |
| Hình thức làm việc: Turbo |
Sự mô tả
Kỹ thuật ghim
Bước cuối cùng trong quá trình sửa chữa vết nứt nguội là dùng búa không khí dùng búa hơi chọc vào phần đỉnh của chốt hoặc phích cắm.Quá trình bong tróc làm biến dạng các đỉnh của ghim và giúp hòa trộn chúng vào kim loại xung quanh.Pening cũng nén các ren trên để có một con dấu không bị rò rỉ.Sau đó, các chân có thể được mài phẳng khi cần thiết, tiếp theo là mài nhiều hơn để thực hiện sửa chữa gần như vô hình.
Sau khi hoàn thành việc sửa chữa đầu xi lanh, đầu xi lanh phải được kiểm tra áp suất một lần nữa để đảm bảo không có rò rỉ.Nếu có những chỗ rò rỉ nhỏ, chúng thường có thể được sửa chữa bằng cách khoan thêm và / hoặc lắp thêm các chốt.Ngoài ra, không sử dụng quá nhiều áp suất không khí để kiểm tra lại đầu vì điều này có thể đẩy bộ đệm chỉ ra ngoài trước khi nó đóng rắn hoàn toàn.
Tùy chọn hàn
irontite_tapered_plugs_1Nếu không thể sửa chữa đầu hoặc khối bị nứt bằng cách lấp các vết nứt bằng ghim hoặc phích cắm, thì hàn là một lựa chọn khác.Đối với đầu gang, điều này bao gồm hàn lò, hàn phun ngọn lửa hoặc hàn.Với đầu nhôm, nó sẽ là hàn TIG.
Việc hàn trong lò đòi hỏi một thợ hàn có tay nghề cao và làm nóng đầu trong lò đến 1.000 đến 1.400 độ F (màu đỏ vừa).Đầu phải sạch hoàn toàn và các thanh dẫn van, ghế và bất kỳ đinh tán nào phải được tháo ra trước khi hàn.Vết nứt cũng phải được mài đến tận lớp áo nước để tiếp nhận thanh phụ (phải cùng loại hợp kim với phần đầu).
Quá trình hàn được thực hiện bằng mỏ hàn axetylen và ngọn lửa trung tính.Sau khi vết nứt đã được lấp đầy, đầu phải được bọc trong một tấm chăn cách nhiệt để tránh làm nguội quá nhanh (có thể dẫn đến các vết cứng hoặc nứt thêm).Tốc độ làm mát không được vượt quá 200 độ F mỗi giờ, vì vậy cần từ 6 đến 7 giờ để làm mát trở lại nhiệt độ phòng.
![]()
![]()
![]()