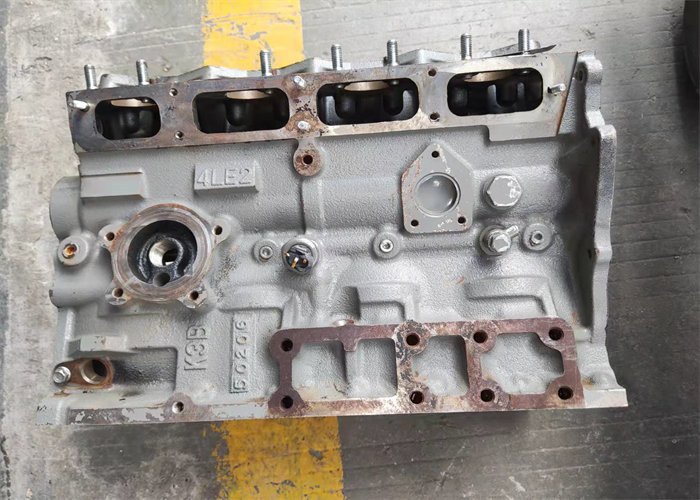
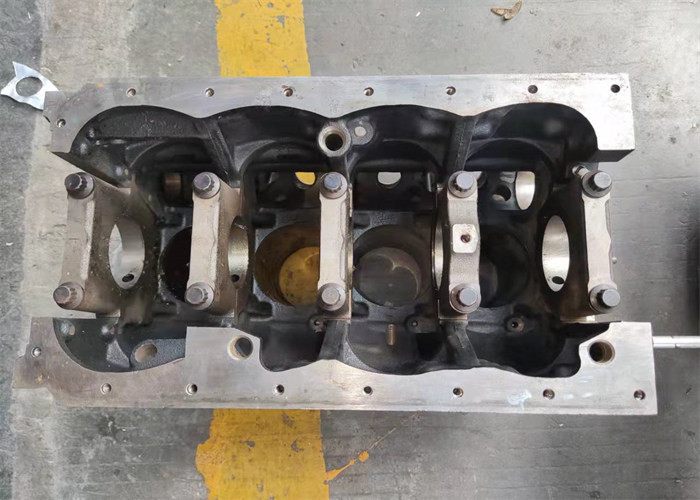
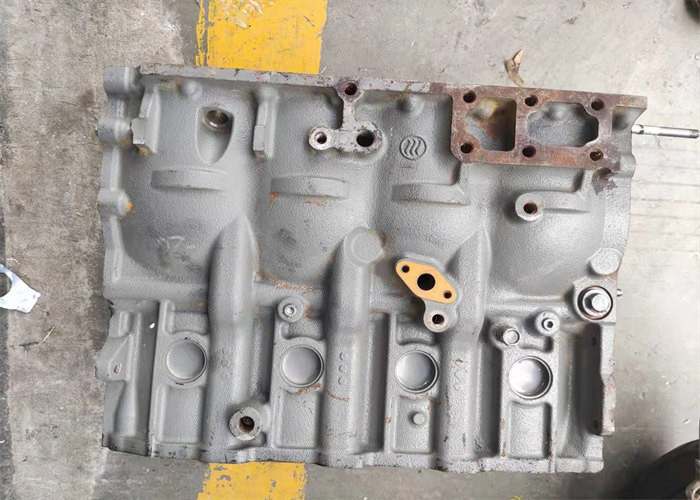
Khối động cơ sử dụng diesel 4LE2 cho máy xúc SK75 - 8 làm mát bằng nước 8980894851
Sự chỉ rõ
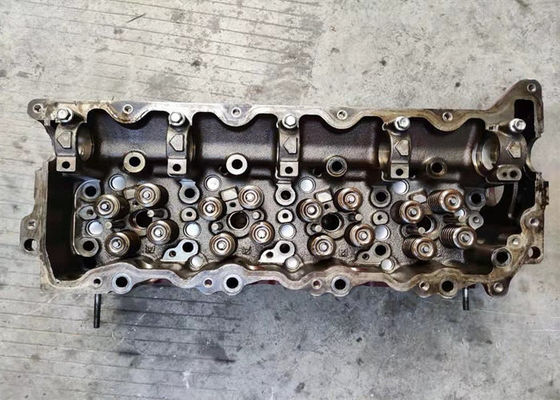
| Tên xe: Khối xi lanh động cơ |
| Số mô hình: 4LE2 |
| Loại động cơ: Diesel |
| Ứng dụng: Máy xúc |
| van: 8 van |
| Số lượng xi lanh: 4 |
| Tiêm: Trực tiếp |
| Hình thức làm việc: Turbo |
Sự mô tả
Quy trình đúc cát
Trong quá trình đúc cát, khuôn và lõi chỉ có thể được sử dụng một lần.Kim loại đi vào khoang bằng trọng lực hoặc áp suất thấp.Đối với loạt sản xuất lớn hơn, khuôn và lõi được sản xuất bằng máy đúc và tạo lõi.Vật liệu đúc được nén chặt bằng cách rung và / hoặc ép hoặc bằng cách bắn hoặc bằng xung sóng áp lực.Các lõi thường bị thổi hoặc bắn.
Mức độ phức tạp cao nhất có thể đạt được với quy trình đúc cát tiên tiến (ví dụ: Hệ thống gói lõi hoặc CPS).Bằng cách này, có thể tích hợp vỏ máy bơm nước, mặt bích lọc dầu và phòng trưng bày dầu.Các đặc tính cơ học và hóa rắn có hướng có thể được tăng cường bằng cách sử dụng máy làm lạnh làm mát.Trong quy trình CPS, phần chính đầu tiên liên quan đến việc sản xuất cái gọi là lõi cát.Cát được kết dính với nhau bằng cách sử dụng chất kết dính hữu cơ.
Những chất kết dính này hoạt động giống như keo giữa các hạt cát riêng lẻ.Nói chung, các công cụ để tạo khuôn hoặc được làm nóng (gọi là quy trình "hộp nóng") hoặc làm nguội (quy trình "hộp lạnh").Hầu hết các nhà sản xuất hiện nay sử dụng phương pháp hộp lạnh vì tiêu thụ năng lượng thấp hơn nhiều.
Khi được ép thành hình, khuôn cát tự phản chiếu tất cả các bộ phận và khe hở của khối động cơ cuối cùng.Khi khuôn được xử lý và làm nguội, nó chuyển sang phần thứ hai, nơi nhôm lỏng chảy vào khuôn.Sau đó, khối được làm nguội trước khi đi vào phần thứ ba, nơi khuôn và thành phần đúc được xử lý nhiệt.Điều này rất quan trọng để tôi luyện vật đúc cũng như để đốt cháy chất kết dính hữu cơ kết dính với lõi cát.Sau khi chất kết dính bị đốt cháy, các hạt cát sẽ rời khỏi vật đúc và rơi xuống băng tải.Khoảng 98% cát sau đó có thể được sử dụng lại để sản xuất khuôn tiếp theo.
Được thiết kế như khối kín và khối váy sâu, là khối động cơ khối lượng lớn đầu tiên được sản xuất bằng cách sử dụng CPS® (hệ thống gói lõi), trong đó toàn bộ khuôn bao gồm các lõi hộp lạnh.Vật đúc được đổ ngược bằng quy trình đổ tiếp xúc và sau đó, sau khi cán, được nạp qua mặt khớp mà không cần làm mát thêm.Các tấm lót bằng sắt xám được lắp ráp vào khuôn, sau đó được làm nóng trước và đúc, phạm vi định vị là ± 0,3 mm.Quá trình khử coring và xử lý nhiệt T5 diễn ra đồng thời.
![]()
![]()