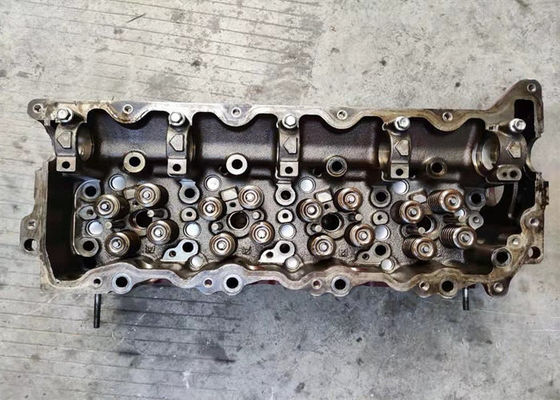
Khối động cơ sử dụng diesel EP100 cho máy xúc EX300 - 1 Làm mát bằng nước
Sự chỉ rõ
| Tên xe: Khối xi lanh động cơ |
| Số mô hình: EP100 |
| Loại động cơ: Diesel |
| Ứng dụng: Máy xúc |
| van: 12 van |
| Số lượng xi lanh: 6 |
| Tiêm: Trực tiếp |
| Hình thức làm việc: Turbo |
Sự miêu tả
Ép đúc
Ngược lại với quy trình HPDC, việc đổ khuôn trong quá trình đúc ép được thực hiện khá chậm và theo chuyển động thẳng đứng.Do đó, khuôn được lấp đầy mà không có tạp khí đáng kể và các thành phần thường có thể được hàn và xử lý nhiệt hoàn toàn.Có thể đảm bảo việc lấp đầy khuôn đạt yêu cầu và tránh lẫn tạp chất oxit bằng cách kiểm soát quá trình thích hợp.Nhưng độ dày thành ống tối thiểu phải cao hơn một chút so với quy trình HPDC.
Trong thực tế, phương pháp đúc ép chủ yếu được sử dụng để thẩm thấu các chất biểu diễn, ví dụ như để tích hợp cục bộ vật liệu tổng hợp ma trận nhôm làm lớp lót xi lanh vào khối động cơ.
Đúc chết trọng lực (GDC)
Quá trình đúc khuôn vĩnh viễn sử dụng một khuôn thép vĩnh cửu để đổ nhôm nóng chảy vào dưới tác động của trọng lực.So với quy trình HPDC, độ phức tạp của thành phần đúc có thể tăng lên bằng cách sử dụng lõi cát để tạo thành các đường cắt và hình dạng bên trong phức tạp trong quá trình đúc.Việc sử dụng bộ làm mát và cấp nước dẫn đến đông đặc theo hướng và do đó có thể đạt được các vật đúc âm với số lượng khuyết tật thấp.Việc chiết rót có thể được cải thiện hơn nữa bằng cách sử dụng chiết rót áp suất thấp hoặc quy trình Rotacast®.
Do quá trình đông đặc diễn ra nhanh chóng, các vật đúc bằng khuôn vĩnh cửu có cấu trúc đặc, mịn với các đặc tính chịu lực tốt.Cùng với khả năng xử lý nhiệt T5 hoặc T6, các đặc tính cơ học thu được cao hơn đáng kể so với những đặc tính có thể đạt được với quy trình HPDC.
Có hai biến thể của quy trình đúc khuôn vĩnh viễn, quy trình đúc khuôn vĩnh viễn nghiêng và quy trình áp suất thấp.Trong quá trình nghiêng, khuôn được nghiêng về phía bên của lỗ rót, và sau đó từ từ di chuyển trở lại vị trí thẳng đứng khi tiến trình rót.Trong quá trình áp suất thấp, chất nóng chảy chịu áp suất khí nén trong lò đúc và đi vào khuôn chống lại lực của trọng lực thông qua một đường ống tăng.
![]()
![]()
![]()